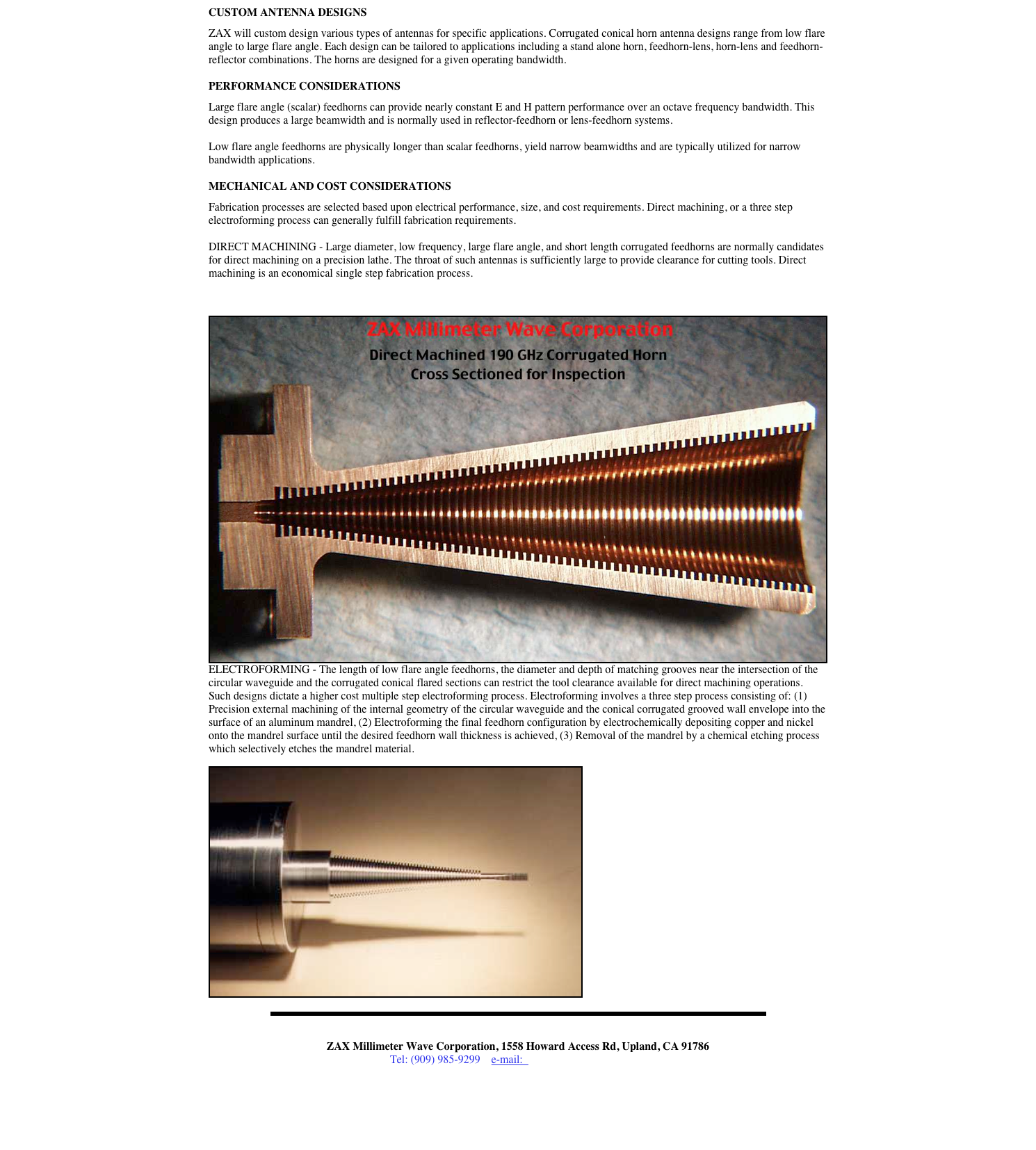
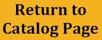
Corrugated Horns

FEATURES
-
• 10 GHz to 325 GHz Designs
-
• Axially Symmetrical Patterns
-
• Gaussian Pattern to -20 dB
-
• High Beam Efficiency
-
• Multi-frequency Designs
-
• Lenses and Reflectors Available
-
• Custom Units Available